


Flexicon Corporation (Canada) - A fire here gutted a 9000 sq ft (837 sq m) building on the property of the Canadian head office and manufacturing and distribution center of the Henry Company, a manufacturer of commercial and residential foundation coatings, roofing products, caulks, adhesives, driveway sealers and other building products marketed under the Building Envelope Systems® trademark.
In re-building the facility, the company re-engineered its processes, achieving a two-fold increase in production along with improvements in safety, morale and environmental practices.
One major improvement was the replacement of manual bag dumping with an automated bulk bag weigh batch discharging system from Flexicon Corp., a move that dramatically boosted productivity, quality and safety while cutting labor and material costs.
Bulk bag discharge system replaces manual bag dumping:
Previously, workers manually carried 50 lb (23 kg) bags containing a polymer additive to a 6000 gal (22,710 l) mixing tank containing asphalt, cut open the bags and dumped them. A typical batch required 2,000 to 6,000 lb (907 to 2,721 kg) of polymer, or 40 to 120 bags. "That's a lot of manual slogging," says Plant Manager Todd Thertell.
Henry engineers evaluated equipment that would allow purchasing of the polymer powder in bulk bags, ultimately selecting a Flexicon Bulk-Out® bulk bag weigh batching system comprised of a model BFF bulk bag discharger with integral flexible screw conveyor and weigh batching controls.
Thertell says, "We now buy the polymer in 2,000 lb (907 kg) bulk bags, so depending on batch size, we're handling just one bulk bag or two, with no risk of losing count of paper sacks," adding, "The process of carrying, opening and dumping bags, which previously required one hour, can now be accomplished in just 15 to 20 minutes. Plus we now purchase our additive at lower cost in bulk bags than possible when buying it in paper sacks."
Devices promote complete discharge of bag contents:
With the new system, an operator attaches the bulk bag to a lifting frame and forklift-loads the frame and bag into receiving cradles atop the bulk bag discharger. With the bag secured over the 8 cu ft (226 l) capacity hopper, the operator pulls the bag spout through a POWER-CINCHER® flow control valve that cinches the bag spout to regulate flow, prevent product leakage, and permit dust-free retying of partially emptied bags.
Below the flow control valve is a manual SPOUT-LOCK® clamp ring that is raised by a TELE-TUBE® telescoping tube for a dust-tight connection to the bag spout. With the connection secure, the operator unties the bag spout and opens the flow control valve to initiate flow. The telescoping tube lowers, applying continual downward tension to keep the spout taut as the bag empties, promoting complete discharge into the hopper. At the same time, FLOW-FLEXER® bag activators raise and lower the bottom edges of the bag, directing material into the outlet spout and raising the bag into a steep "V" shape to promote total discharge. Additionally, POP-TOP™ extension arms at the top of the four discharger posts stretch the bag into a cone shape as it empties and elongates, aiding in complete discharge.
Automated loss-of-weight batching accomplished directly from bulk bags:
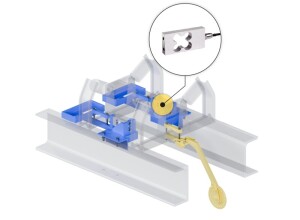
Hot Melt products are made to order, so batch sizes vary. The operator enters the required batch weight into the PLC controller. "It works on a net loss system," Thertell explains. The discharger frame sits on four load cells, so when you load the bulk bag, the weight of the bag is displayed on the screen.
When the operator initiates a cycle, the 4.5 in. (114 mm) diameter 35 ft (10.7 m) long Flexicon conveyor transports the powder to a height of 19 ft (5.8 m). The material exits the conveyor below the point at which the rotating screw connects to the gear reducer, preventing material contact with seals, and flows through a transition adapter, slide gate valve and downspouting before entering the mixing tank.
The PLC receives loss-of-weight information from the load cells, running the conveyor at full discharge rate until the target weight is approached, and then reduces the feed rate to dribble, stopping the conveyor and closing the Power-Cincher valve when the accurate batch weight has been lost.
"If we're unloading a 2,000 lb (907 kg) bulk bag and the recipe calls for 1,800 lb (816 kg), we just program in '1,800' and push 'start'," explains Thertell.
The 8 cu ft (226 l) capacity floor hopper is equipped with a large door, bag tray support and safety screen for oversize/foreign material, allowing operators to manually add pre-weighed minor ingredients to the batch.
He adds that temperature sensitive polymers were a concern in designing the conveyor. If any particles lodged between the stainless steel screw and plastic conveyor tube, they would heat, melt, and gum up the works. Flexicon therefore tested a sample of the polymer, and selected a spiral design that minimizes compression of material between the spiral and tube wall. The conveyor screw also self-centers as it rotates, providing clearance between the screw and tube wall to prevent grinding or frictional heat.
As the bulk bag contents flow into the hopper, displaced air and dust are drawn into a BAG-VAC® dust collector attached to the discharger frame. Reverse pulse air jets dislodge material collected on the filter for the particles to return to the material stream. Because the connection of the bag to the hopper is sealed, activating the dust collector causes the empty bag to collapse under vacuum, extracting air and residual dust. "When the process runs, there's essentially no dust," he says.
Short batching cycles enhance a time-sensitive process:
Speed of processing was another consideration. Once the polymer has been transferred to the mixing tank, the polymer and asphalt undergo "pre-mix" blending at 148.9°F (69.4°C) for two hours. Then the mixture is pumped to one of three 3000 gal (11,355 l) "let-down" tanks, used to finish the product. Additional polymer fillers are manually added, and the let-down batch undergoes another two hours of processing.
Thertell explains that once the material has been added to the mixing tank, the process is time sensitive. "We have 18 hours to convert it to a finished product and package it for shipment before its properties change. Instead of a nice rubbery balanced mixture, it becomes thick and stringy and difficult to melt. If we make a large batch — say 6000 lb (2238 kg) of rubber — in the old process, the operators became tired and stopped to take a break. The pre-mix took longer, risking a bad batch. Now it goes faster and easier. Typical batch processing time for pre-mix formulations has been halved, from four hours to just two."
Improvements hailed by management and plant personnel alike:
"Our operators love the system because they're not handling and cutting all the bags. There are no repetitive motion type injuries with people twisting or straining to lift or cut the bags — you're saving all that wear and tear on the body. The system also freed up personnel to handle other productive activities. There is no reduction in our workforce, so they're happy about that too."
"We also don't have the waste that we had previously," he continues. "Just one sack that's returnable. Now we have a poly sack that we flatten down and return to our supplier to be refilled with polymer. It's more environmentally friendly, because we're not generating any waste for landfills."
Henry Company's corporate headquarters, located in El Segundo, CA, USA, supports commercial resellers, retail outlets and 12 manufacturing locations in the US and Canada.









Interested? Submit your enquiry using the form below:
Only available for registered users. Sign In to your account or register here.